
Lean Six Sigma: an Overview for Developing Countries
Muhammad Ammar Mehdi
Department of Mechanical Engineering
University of Engineering & Technology Taxila, Pakistan
Six Sigma tools and techniques developed by Motorola in 1987 were basically focusing on process variation and then finding root causes of these variations and controlling them. But in this technique no focus was given on waste variation. But Japanese companies were using a technique called “Lean manufacturing” to reduce different types of wastes including inventory, transportation and production. Now combination of Lean Manufacturing and Six Sigma is termed as Lean Six Sigma. Firstly these tools were being used in manufacturing environment, now they are also being widely used in service sector (Hospitals, Banks) also. In this research paper various tools of Six Sigma and Lean Manufacturing including Process mapping, Regression, DOE, ANOVA, Kaizen – continuous process improvement, TAKT Time, Value Stream Mapping (VSM), Jidoka, and Visual Management will be introduced to give audience an overall idea of this new emerging methodology.
In this paper some recommendations about effective implementation of Lean Six Sigma and common problems associated with implementation will be discussed here.
1 Introduction
1.1 Origin of Lean Manufacturing
Lean thinking originated at Toyota with the Toyota Production System (TPS). The original ideas were formulated by Sakichi Toyoda in the 1920s and 1930s. Taiichi Ohno began to implement these ideas in the 1940s but only made the leap to full implementation in the 1950s. Many of the principles of lean came from a surprising source: American supermarkets where small quantities of a vast selection of inventory are replenished as customers "pull" them off the shelf. This is the Kanban system. The hardest part of learning to think lean is abandoning old ideas about economies of scale and mass production. These are basically "push" systems based on projected customer demand. Quality is "inspected" into the product. These "batch and- queue," push system ideas must be the first casualties of the lean transformation. In lean, quality, productivity and low cost come from producing small batches (ideally one) of a given product, start-to-finish without any piles of partially finished goods. The principles of lean are pretty simple, whether you apply it to manufacturing, service, or administration.
1.2 Origin of Six Sigma
Six Sigma was launched by Motorola in 1987. It was the result of a series of changes in the quality area starting in the late 1970s, with ambitious ten fold improvement drives. The top level management along with CEO Robert Galvin developed a concept called Six Sigma. After some internal pilot implementations, Galvin, in 1987, formulated the goal of “achieving Six Sigma capability by 1992” in a memo to all Motorola employees. The results in terms of reduction in process variation were on track and cost savings totalled US$13 billion and improvement in labor productivity achieved 204% increase over the period 1987–1997 (Losianowycz, 1999).
In the wake of successes at Motorola, some leading electronic companies such as IBM, DEC, and Texas Instruments launched Six Sigma initiatives in early 1990s. However, it was not until 1995 when GE and Allied Signal launched Six Sigma as strategic initiatives that a rapid dissemination took place in non-electronic industries all over the world (Hendricks and Kelbaugh, 1998). In early 1997, the Samsung and LG Groups in Korea began to introduce Six Sigma within their companies. The results were amazingly good in those companies. For instance, Samsung SDI, which is a company under the Samsung Group, reported that the cost savings by Six Sigma projects totaled US$150 million (Samsung SDI, 2000a). At the present time, the number of large companies applying Six Sigma in Korea is growing exponentially, with a strong vertical deployment into many small- and medium-size enterprises as well.
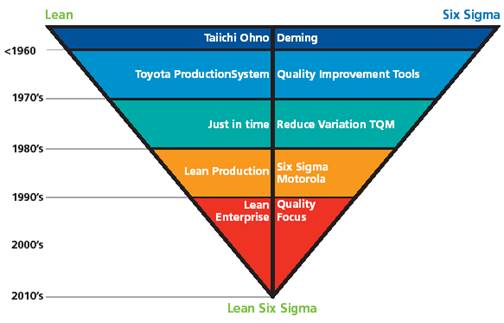
Figure 1 Origin of Lean and Six Sigma
1.3 Combination of Lean and Six Sigma
Lean Manufacturing focuses on reducing cycle time and increasing process speed. Its goal is the removal of non value added process steps or time traps from the process. Lean is a great method to help organize work areas, reduce WIP (Work-In-Process), and speed material flow through the entire manufacturing process. Successful Lean initiatives yield lower inventory cost, higher productivity and flexibility, and faster response time to the customer.
Six Sigma is a statistical quality goal that represents the achievement of a quality level equal to no more than 3.4 defects per million opportunities. For most companies, this is a significant if not radical improvement in quality. But Six Sigma is more. It also focuses on reducing defects and variability within a formalized project management structure. In fact, the management structure for executing and managing projects is a real strength of the Six Sigma approach. When executed well, Six Sigma can help an organization achieve very significant improvements in quality, reduction of defects, and ultimately lower cost. Six Sigma is not only for manufacturing, but any operation where an opportunity exists for error, including order entry, customer service, sales, HR, etc.
2 Lean Manufacturing and its Tools
Waste elimination, continuous one-piece workflow, and customer pull are the basic elements of lean manufacturing. Focusing these elements in the areas of cost, quality, and delivery forms the basis for a lean production system.
Lean techniques can also be applied to the service industry. In the service industry eliminating waste is the process of eliminating anything that does not add value to your customer. Here is the list of tools being used in lean
2.1 Value Stream Mapping
Value Stream Mapping is a method of visually mapping a product's production path (materials and information) from "door to door". VSM can serve as a starting point to help management, engineers, production associates, schedulers, suppliers, and customers recognize waste and identify its causes. The process includes physically mapping your "current state" while also focusing on where you want to be, or your "future state" blueprint, which can serve as the foundation for other Lean improvement strategies.
2.2 5s System
5S System is an approach to improvement within a facility or manufacturing plant that focuses on organization, cleanliness and standardization to improve profitability, efficiency, service and safety. The basis of a Five-S System is not very complicated. They are actually based on common sense. 5S stands for 5 Japanese words all starting with S.
Japanese |
English |
Brief Explanation |
SEIRI |
SORT |
Take out unnecessary items and dispose |
SEITON |
SET IN ORDER |
Arrange necessary items in good order |
SEISO |
SHINE |
Clean your work place |
SEIKETSU |
STANDARDIZE |
Maintain high standard of housekeeping |
SHITSUKE |
SUSTAIN |
Do things spontaneously without being told or ordered |
Table: 1 5S table
2.3 Visual Control
The intent of a visual factory is that the whole workplace is set-up with signs, labels, color-coded markings, etc. such that anyone unfamiliar with the process can, in a matter of minutes, know what is going on, understand the process, and know what is being done correctly and what is out of place.
One piece flow (also commonly referred to as continuous flow manufacturing) is a technique used to manufacture components in a cellular environment. The cell is an area where everything that is needed to process the part is within easy reach, and no part is allowed to go to the next operation until the previous operation has been completed.
The goals of one-piece flow are: to make one part at a time correctly all the time to achieve this without unplanned interruptions to achieve this without lengthy queue times.
2.6 Kanban
Kanban is a Japanese word that means "instruction card". Kanbans are manual pull devices that allow an efficient means to transfer parts from one department to another and automatically reorder products using minimum/maximum inventory levels. A Kanban is a signal, such as an empty container returned to the start of the assembly line, which signals the need for replenishment of materials to a user.
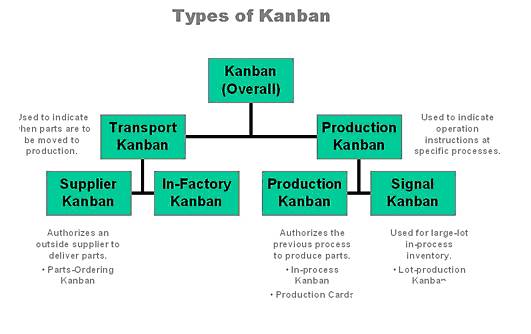
Fig 2 Types of Kanban
2.7 Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) is an initiative for optimizing the effectiveness of manufacturing equipment. TPM is team-based productive maintenance and involves every level and function in the organization, from top executives to the shop floor. The goal of TPM is "profitable PM." This requires you to not only prevent breakdowns and defects, but to do so in ways that are efficient and economical. To achieve this goal you will need to master four techniques:
The following 8 activities are the most common for implementing TPM effectively. They form the foundation to support any TPM effort. Not all of these strategies are implemented at once...you will develop a sequence that fits your situation.
Fig 3 Strategies of TPM
2.8 Jidoka
Jidoka, as practiced at has several meanings. It may mean “automation with human intelligence”. It is also refers to the practice of stopping a manual line or process when something goes amiss.
2.9 Takt Time
Lean manufacturing uses Takt Time as the rate or time that a completed product is finished. If you have a Takt Time of two minutes that means every two minutes a complete product, assembly or machine is produced off the line. Every two hours, two days or two weeks, whatever your sell rate is your Takt Time.
2.10 Visual Management
The intent of a visual factory is that the whole workplace is set-up with signs, labels, color-coded markings, etc. such that anyone unfamiliar with the process can, in a matter of minutes, know what is going on, understand the process, and know what is being done correctly and what is out of place.
2.11 Kaizen
Kaizen (pronounced ki-zen) is a Japanese word constructed from two ideographs, the first of which represents change and the second goodness or virtue. Kaizen is commonly used to indicate the long-term betterment of something or someone (continuous improvement) as in the phrase Seikatsu o kaizen suru which means to “better one’s life.”
3 SIX SIGMA
The unique contribution of the concept of Six Sigma is the development of a uniform way to measure and monitor performance and to set extremely high expectations and improvement goals. The measuring and monitoring performance issue deals with a variety of statistical applications, but all of the statistical analysis has the goal of managing and reducing variation and waste in productive processes. A Six Sigma level of performance means that there will be only 3.4 defects, or less, per million opportunities for error.
"A comprehensive and flexible system for achieving, sustaining and maximizing business success. Six Sigma is uniquely driven by close understanding and customer needs, disciplined use of facts, data, and statistical analysis, and diligent attention to managing, improving, and reinventing business process"
Six Sigma aims at a statistically calculated process target of 3.4 defects per million opportunities, dpmo. According to Pyzdek companies traditionally have accepted that their processes perform at a level of three to four sigma, which translates to 6,200 to 67,000 dpmo. According to Six Sigma a manufacturing process with a normally distributed output and a standard deviation 6∂, has to display a distance of six standard deviations between process target and the closest tolerance limit and corresponds to a Process Capability Ratio Cp of 2.01. This is illustrated in Figure 3.1.
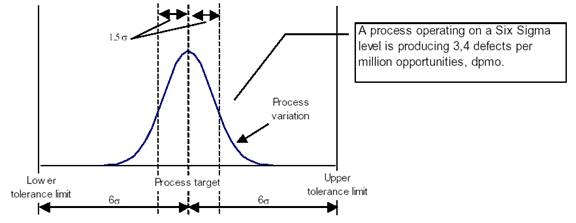
Figure 4 Six Sigma Process Variation
Pyzdek means that Six Sigma is focusing on improving quality by helping corporations to produce better and cheaper products, faster. Pyzdek claims that there is a clear connection between which sigma level a company is operating at and the cost of poor quality. Furthermore Pyzdek states that a company operating at a level between three and four sigma spends about 25-40 per cent of their annual turnover taking care of problems.
The simplest definition for Six Sigma is to eliminate waste and to mistake proof the processes that create value for customers. Yes, there is a good deal of discussion about statistics required to understand Six Sigma. The discussion of the statistical analysis comes later in this book. However, a Six Sigma initiative is more about managerial innovation than about statistical process control. In essence, a Six Sigma initiative leads to a culture that strives for continuous improvement of products, services, processes, and behaviors. Before delving more deeply into Six Sigma, examining why Six Sigma has emerged is important. Six Sigma emerged as a natural evolution in business. It is not a radical break- through idea. While the term Six Sigma is catchy and fresh, most of the tools and techniques associated with Six Sigma have been in existence for many years. Six Sigma emerged because of the current business environment. The current business environment now demands and rewards innovation more than ever before.
One of the most powerful tools that Six Sigma offers to an organization is a structured approach to problem solving. In particular, there are three basic goals pertaining to business, technology, and culture that are part of this pursuit for world-class quality. First, Six Sigma supports the long-term business plan to achieve customer satisfaction while simultaneously increasing market share and profit margin. Next, leaders are trained to use state-of-the-art technology to meet performance goals. And finally, Six Sigma breeds a world-class culture to maximize competitive advantage. [5]
3.1 Methodology and chosen tools in the DMAIC Project
As mentioned previously the author used Six Sigma methodology DMAIC in the practical improvement project concerning the machining device.
3.1.1 Project Charter
This tool clarifies the purpose and current status in the project. The tool was also a way to ensure that the improvement team will meet the expectations from the sponsor.
3.1.2 Activity Chart
This is tool of project management and shows the estimated start, end and duration of each activity in the project.
3.1.3 Process Mapping
This tool gives an overview to the studied process and all members of the improvement team get a common view of the situation.
3.1.4 Pareto Chart
This tool brings out the most common reasons to problems and which problems are the most important to work with.
3.1.5 Cause-and-Effect Diagram
This tool is helpful to find underlying causes of the problem. It's easy to use and often gives appreciable results. The tool was carried through with brainstorming and post-it notes.
3.1.6 Process FMEA
This tool detects potential problems but also gives these problems a priority number. It's easy to use and some members of the team are already familiar with the tool from earlier projects in the organization.
3.1.7 Tree Diagram
This tool gives suggestions for measures to improve the current situation and also prioritizes them with respect to viability and efficiency. The tool is carried through with brainstorming.
3.1.8 Matrix Diagram
This tool helps to prioritize among different measures by visualizing which measures that solve the different problems.
3.1.9 Control Charts
This tool plots a selected quality characteristic, found from subgroups of observations, as a function of sample number.
3.1.10 Poka Yoke
This tool has another name mistake proofing tool. This used to design the product so that chance of error is minimized.
3.1.11 ANOVA
ANOVA stands for analysis-of-variance, a statistical model meant to analyze data. Generally the variables in an ANOVA analysis are categorical, not continuous. The term main effect is used in the ANOVA context. The main effect of x seems to mean the result of an F test to see if the different categories of x have any detectable effect on the dependent variable on average.
3.1.12 Regression
Technique of fitting a simple equation to real data points is called regression. The most typical type of regression is linear regression (meaning you use the equation for a straight line, rather than some other type of curve), constructed using the least-squares method (the line you choose is the one that minimizes the sum of the squares of the distances between the line and the data points). It's customary to use "a" or "alpha" for the intercept of the line, and "b" or "beta" for the slope; so linear regression gives you a formula of the form: y = bx + a
Figure 5 Regression Line
3.1.13 Design of Experiments
A Design of Experiment (DOE) is a structured, organized method for determining the relationship between factors (Xs) affecting a process and the output of that process (Y).
Also DOE refers to experimental methods used to quantify indeterminate measurements of factors and interactions between factors statistically through observance of forced changes made methodically as directed by mathematically systematic tables.
4 Lean Six Sigma
Lean Six Sigma is the combination of Lean Manufacturing and Six Sigma. One tool attacks Speed and wastes and other tool attacks variation. So both tools work together for maximum speed, less variation and better productivity. In Lean Six Sigma commonly following tools are used most effectively.
Figure 7 Commonly used tools in Lean Six Sigma
Conclusion
A combination of both can provide the philosophy and the effective tools to solve problems and create rapid transformational improvement at lower cost. Potentially, this could increase productivity, improve quality, reduce costs, improve speed, create a safer environment for patients and staff and exceed customer expectations. Integrating Lean and Six Sigma creates a win win situation.
Lean Six Sigma implementation requires a very good top level management commitment. But in developing countries it is very less. Chief executive officers are hesitant to invest in the training of these tools. But if they want to remain competitive it is inevitable.
References
1. Pyzdek, T. (2003) “The Six Sigma Project Planner” New York, NY: McGraw-Hill.
2. Pande, S., Neuman, R.P. & Cavangh R.R. (2000) “The Six Sigma Way – How GE, Motorola and other top companies are honing their performance” New York, NY: McGraw-Hill.
3. Pyzdek, T. (2003) “The Six Sigma Handbook” New York, NY: McGraw-Hill.
4. Eckes, G. (2001) “The Six Sigma Revolution”. New York: John Willey & Sons
5. Park, S.H. (2003) “Six Sigma for quality and productivity” Asian Productivity Organization.
6. Air Academy Associates. Six Sigma Expert Volume 1. N.p., 2002.
7. Black, J.T. “Lean Manufacturing and Cell Design” Society of Manufacturing Engineers.
8. George M.L. (2002) “Lean Six Sigma” New York, NY: McGraw-Hill.
9. George M.L. (2003) “Lean Six Sigma for Service” New York, NY: McGraw-Hill.
7. Gowen III, Charles R., Department of Management Northern Illinois University How to Implement Six Sigma for Maximum benefit. Six Sigma Forum Magazine Vol.1 Number 2 February 2002.
8. Sanders, D & Hild, C. (2000) A discussion of strategies for Six Sigma Implementation Quality Engineering, Year 12 Number 3 p. 303-309.
Source: https://www.pomsmeetings.org/confpapers/005/005-0043.doc
Web site to visit: https://www.pomsmeetings.org/
Author of the text: indicated on the source document of the above text
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly. Fair use is a limitation and exception to the exclusive right granted by copyright law to the author of a creative work. In United States copyright law, fair use is a doctrine that permits limited use of copyrighted material without acquiring permission from the rights holders. Examples of fair use include commentary, search engines, criticism, news reporting, research, teaching, library archiving and scholarship. It provides for the legal, unlicensed citation or incorporation of copyrighted material in another author's work under a four-factor balancing test. (source: http://en.wikipedia.org/wiki/Fair_use)
The information of medicine and health contained in the site are of a general nature and purpose which is purely informative and for this reason may not replace in any case, the council of a doctor or a qualified entity legally to the profession.
The texts are the property of their respective authors and we thank them for giving us the opportunity to share for free to students, teachers and users of the Web their texts will used only for illustrative educational and scientific purposes only.
All the information in our site are given for nonprofit educational purposes