
Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL.
Drilling Machine
Types
1) Based on construction:
Portable,
Sensitive,
Radial,
up-right,
Gang,
Multi-spindle
2) Based on Feed:
Hand driven
Power driven
Components of drilling machine
Spindle
The spindle holds the drill or cutting tools and revolves in a fixed position in a sleeve.
Sleeve
The sleeve or quill assembly does not revolve but may slide in its bearing in a direction parallel to its axis. When the sleeve carrying the spindle with a cutting tool is lowered, the cutting tool is fed into the work: and when it’s moved upward, the cutting tool is withdrawn from the work. Feed pressure applied to the sleeve by hand or power causes the revolving drill to cut its way into the work a fraction of an mm per revolution.
Column
The column is cylindrical in shape and built rugged and solid. The column supports the head and the sleeve or quill assembly.
Head
The head of the drilling machine is composed of the sleeve, a spindle, an electric motor and feed mechanism. The head is bolted to the column.
Worktable
The worktable is supported on an arm mounted to the column. The worktable can be adjusted vertically to accommodate different heights of work or it can be swung completely out of the way. It may be tilted up to 90 degree in either direction, to allow long pieces to be end or angle drilled.
Base
The base of the drilling machine supports the entire machine and when bolted to the floor, provides for vibration-free operation and best machining accuracy. The top of the base is similar to the worktable and may be equipped with t- slot for mounting work too larger for the table.
Hand Feed
The hand- feed drilling machines are the simplest and most common type of drilling machines in use today. These are light duty machine that are operated by the operator, using a feed handled, so that the operator is able to “feel” the action of the cutting tool as it cuts through the work piece. These drilling machines can be bench or floor mounted.
Power feed
The power feed drilling machine are usually larger and heavier than the hand feed ones they are equipped with the ability to feed the cutting tool in to the work automatically, at preset depth of cut per revolution of the spindle these machines are used in maintenance for medium duty work or the work that uses large drills that require power feed larger work pieces are usually clamped directly to the table or base using t –bolts and clamps by a small work places are held in a vise. A depth –stop mechanism is located on the head, near the spindle, to aid in drilling to a precise depth.
Sensitive or Bench Drilling Machine
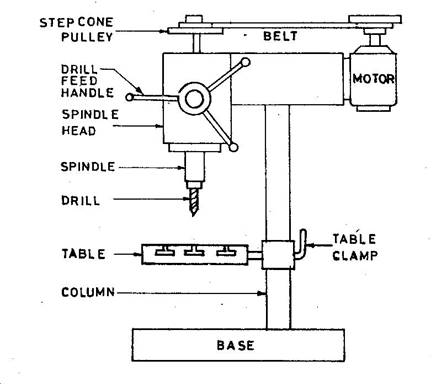
Fig.1. Sensitive Drilling Machine
Up-Right Drilling Machine
Fig.2 Up-Right Drilling Machine
Radial Drilling Machine
Fig. 3 Radial Drilling Machine
Drill Materials
The two most common types are
1. HSS drill
- Low cost
2. Carbide- tipped drills
- high production and in CNC machines
Other types are
Solid Carbide drill, TiN coated drills, carbide coated masonry drills, parabolic drills, split point drill. Fig.4 shows various types of drills
Fig. 4 Various types of drill
Drill fixed to the spindle
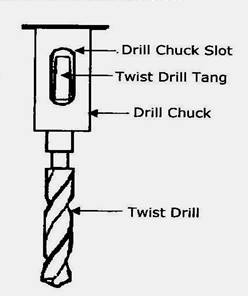
Fig. 5 Drill fixed to a spindle
Tool Nomenclature
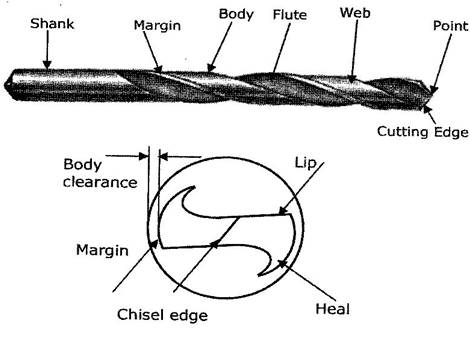
Fig. 6 Nomenclature of twist drill
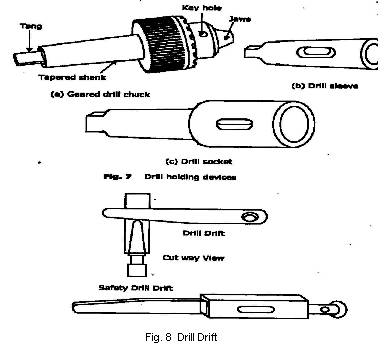
Tool holding devices
Fig.7 and Fig.8 shows the different work holding and drill drift device. The different methods used for holding drill in a drill spindle are
Drilling operations
Operations that can be performed in a drilling machine are
Drilling:
It is an operation by which holes are produced in solid metal by means of revolving tool called ‘Drill’. Fig. 9 shows the various operations on drilling machine.
Reaming:
Reaming is accurate way of sizing and finishing the pre-existing hole.
Multi tooth cutting tool. Accuracy of ±0.005mm can be achieved
Boring:
Boring is a process of enlarging an existing hole by a single point cutting tool. Boring operation is often preferred because we can correct hole size, or alignment and can produce smooth finish. Boring tool is held in the boring bar which has the shank. Accuracy of ±0.005mm can be achieved.
.
Fig. 9 Various operations on drilling machine
Counter Bore :-
This operation uses a pilot to guide the cutting action to accommodate the heads of bolts. Fig. 10 illustrates the counter boring, countersunk and spot facing processes.
Countersink:-
Special angled cone shaped enlargement at the end of the hole to accommodate the screws. Cone angles of 60°, 82°, 90°, 100°, 110°, 120°
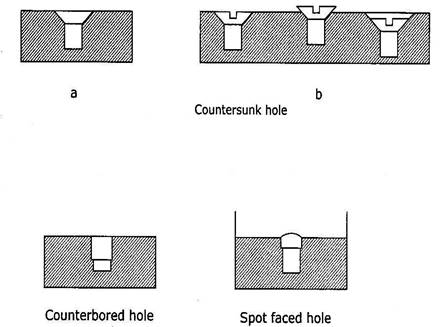
Fig. 10 Counter boring, countersunk and spot facing
Tapping:-
Tapping is the process by which internal threads are formed. It is performed either by hand or by machine. Minor diameter of the thread is drilled and then tapping is done. Fig. 11 show the tapping processes.
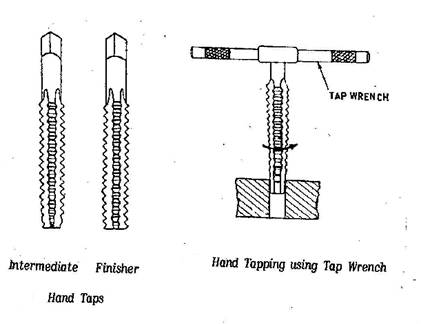
Fig. 11 Hand taps and tapping process using tap wrench
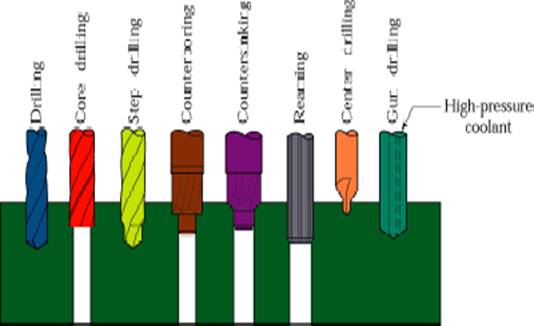
Fig. 12 Various operations performed on drilling machine
Work Holding Devices
The machine vice is equipped with jaws which clamps the work piece. The vice can be bolted to the drilling table or the tail can be swung around swung around. Fig. 13 shows the standard and swivel vice.
The swivel vice is a machine wise that can be swivel through 360° on a horizontal plane.
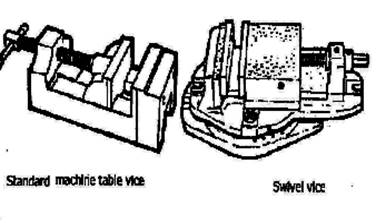
Fig. 13 Machine Table vice.
These are built to allow height adjustment for mounting the drilling jobs and are used with strap clamps and long T-slot bolts.
These are small, portable vises , which bears against the work piece and holding devices. Common types of clamps are C-clamp, Parallel clamp, machine strap clamp, U-clamp etc.. Fig. 14 shows the correct and incorrect methods of mounting the work piece.
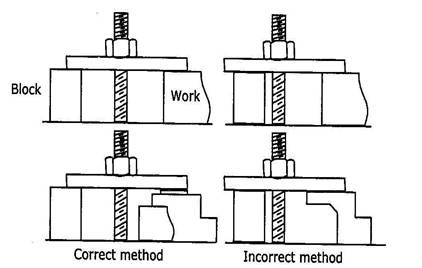
Fig. 14 Correct and incorrect methods of clamping the work piece.
These are designed to hold round work pieces.
Angle plates are made in a 90°angle with slots and bolt holes for securing work to the table.
The jig guides the drill through a bushing to locate and drill holes accurately.
These are special bolts which has a T shaped head, which slides into the T slots of drilling machine work table.
Definitions
1. Cutting Speed (v):-
It’s the peripheral speed of the drill.The cutting speed depends upon the properties of the material being drilled, drill material, drill diameter, rate of speed, coolant used etc…
v = P*D*N where
D = dia of the drill in m
N = Speed of rotation in rpm
2. Feed Rate (f):-
It’s the movement of drill along the axis (rpm)
3. Depth of Cut (d):-
The distance from the machined surface to the drill axis.
d = D / 2
As the depth of hole increases, the chip ejection becomes more difficult and the fresh cutting fluid is not able to cutting zone. Hence for machining the lengthy hole special type of drill called ‘gun drill’ is used.
4. Material Removal Rate:-
It’s the volume of material removed by the drill per unit time
MRR = (P D2 / 4) * f * N mm3 / min
5. Machining Time (T) :-
It depends upon the length (l) of the hole to be drilled , to the Speed (N) and feed (f) of the drill
t = L / f N min
Precautions for Drilling machine
Safety Precautions
Problems
1. Calculate the speed of the drill bit to drill a hole of dia 20mm where the cutting speed is 25mts/min.
N [rpm] = (π * D *N)/1000
= (25 * 1000) / (π * 20)
= 397.8rpm
2. The dia of one end of a taper plug is 150mm and dia of the other end is 80mm and the length is 300mm. Calculate its taper.
Taper per mm = (D-d)/L
= (150-80)/ 300
= 0.233mm
3. . The dia of one end of a taper plug is 150mm and dia of the other end is 80mm and the length is 300mm. Calculate its taper angle.
Tan α/2= (D-d)/2 L
= (150-80)/ 2*300
= 6.65°
Review Questions:
Part – A
Part – B
Source: http://www.srmuniv.ac.in/downloads/drilling.doc
Web site to visit: http://www.srmuniv.ac.in
Author of the text: indicated on the source document of the above text
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly. Fair use is a limitation and exception to the exclusive right granted by copyright law to the author of a creative work. In United States copyright law, fair use is a doctrine that permits limited use of copyrighted material without acquiring permission from the rights holders. Examples of fair use include commentary, search engines, criticism, news reporting, research, teaching, library archiving and scholarship. It provides for the legal, unlicensed citation or incorporation of copyrighted material in another author's work under a four-factor balancing test. (source: http://en.wikipedia.org/wiki/Fair_use)
The information of medicine and health contained in the site are of a general nature and purpose which is purely informative and for this reason may not replace in any case, the council of a doctor or a qualified entity legally to the profession.
The texts are the property of their respective authors and we thank them for giving us the opportunity to share for free to students, teachers and users of the Web their texts will used only for illustrative educational and scientific purposes only.
All the information in our site are given for nonprofit educational purposes